ڪيترن ئي درخواستن کان پوءِ مان ھاڻي شامل ڪري رھيو آھيان تفصيلي ڊرائنگ جا ميگنابينڊ سينٽرل ھنگس جا ھن ويب سائيٽ تي.
مھرباني ڪري نوٽ ڪريو ته ھي ڪنگڻ تمام مشڪل آھن ھڪڙي ھڪڙي مشين لاءِ.
هنج جي مکيه حصن کي درست ڪاسٽنگ جي ضرورت آهي (مثال طور سيڙپڪاري جي عمل ذريعي) يا اين سي طريقن سان مشين.
شوقينن کي شايد هي ڪنگڻ ٺاهڻ جي ڪوشش نه ڪرڻ گهرجي.
بهرحال ٺاهيندڙن کي اهي ڊرائنگ تمام مددگار ثابت ٿي سگهن ٿا.
(Hinge ٺاهڻ ۾ آسانيءَ لاءِ تازو ترقي يافته HEMI-HINGE سفارش ڪئي وئي آهي. مڪمل تفصيل ۽ ڊرائنگ هتي ڏسو).
Magnabend CENTRELESS COMPOUND HINGE مسٽر جيوف فينٽن پاران ايجاد ڪئي وئي ۽ ڪيترن ئي ملڪن ۾ ان کي پيٽ ڪيو ويو.(پيٽنٽ هاڻي ختم ٿي ويا آهن).
انهن ٽنگن جي ڊيزائن کي اجازت ڏئي ٿي Magnabend مشين کي مڪمل طور تي کليل ختم ٿيڻ جي.
موڙيندڙ بيم هڪ مجازي محور جي چوڌاري ڦري ٿو، عام طور تي مشين جي ڪم ڪندڙ سطح کان ٿورو مٿي، ۽ بيم مڪمل 180 درجا گردش ذريعي جھولائي سگھي ٿو.
هيٺ ڏنل ڊرائنگ ۽ تصويرن ۾ صرف هڪ ڪنگ اسيمبلي ڏيکاريل آهي.جڏهن ته هنج جي محور جي وضاحت ڪرڻ لاءِ گهٽ ۾ گهٽ 2 اسمبليون لڳائڻ گهرجن.
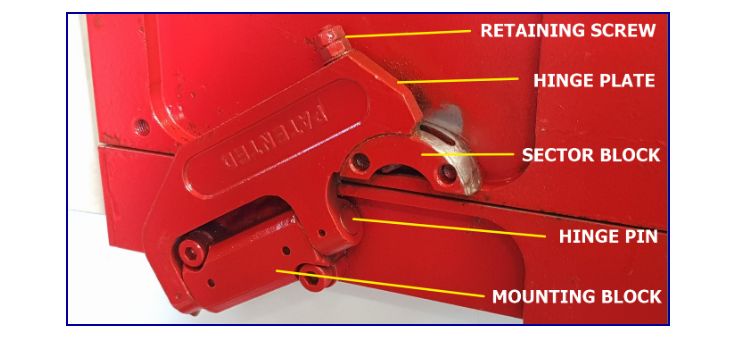
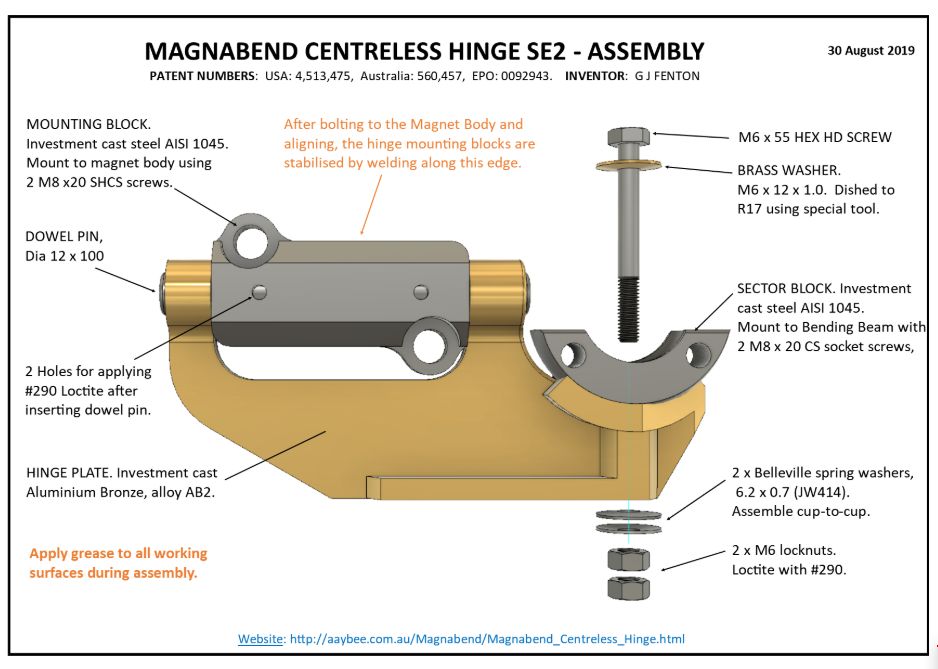
هنج اسيمبلي ۽ حصن جي سڃاڻپ (180 درجا تي بيم موڙيندڙ):
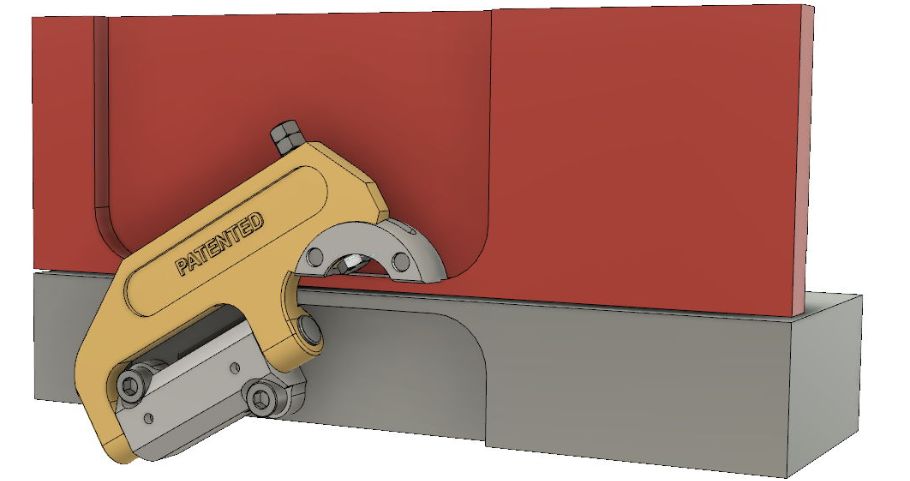
لڳ ڀڳ 90 درجا پوزيشن ۾ موڙيندڙ بيم سان گڏ:

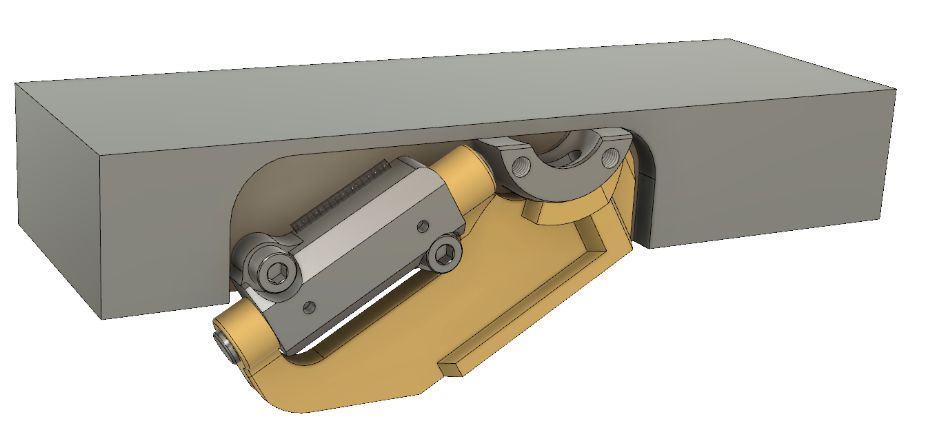
مائونٽ ٿيل هنج اسيمبلي -3DM ماڊل:
هيٺ ڏنل نقشو هنج جي 3-D ماڊل مان ورتو ويو آهي.
ھيٺ ڏنل "STEP" فائل کي ڪلڪ ڪندي: Mounted Hinge Model.step توھان 3D ماڊل ڏسي سگھندا.
(هيٺيون ائپس .step فائلون کولينديون: AutoCAD, Solidworks, Fusion360, IronCAD يا انهن ائپس لاءِ ”ناظر“ ۾).
3D ماڊل کولڻ سان توهان حصن کي ڪنهن به زاويه کان ڏسي سگهو ٿا، تفصيل ڏسڻ لاءِ زوم ڪري سگهو ٿا، يا ڪجهه حصن کي غائب ڪري سگهو ٿا ته جيئن ٻين حصن کي وڌيڪ واضح طور تي ڏسي سگهجي.توهان ڪنهن به حصن تي ماپ پڻ ڪري سگهو ٿا.
هنج اسيمبليء کي نصب ڪرڻ لاء طول و عرض:
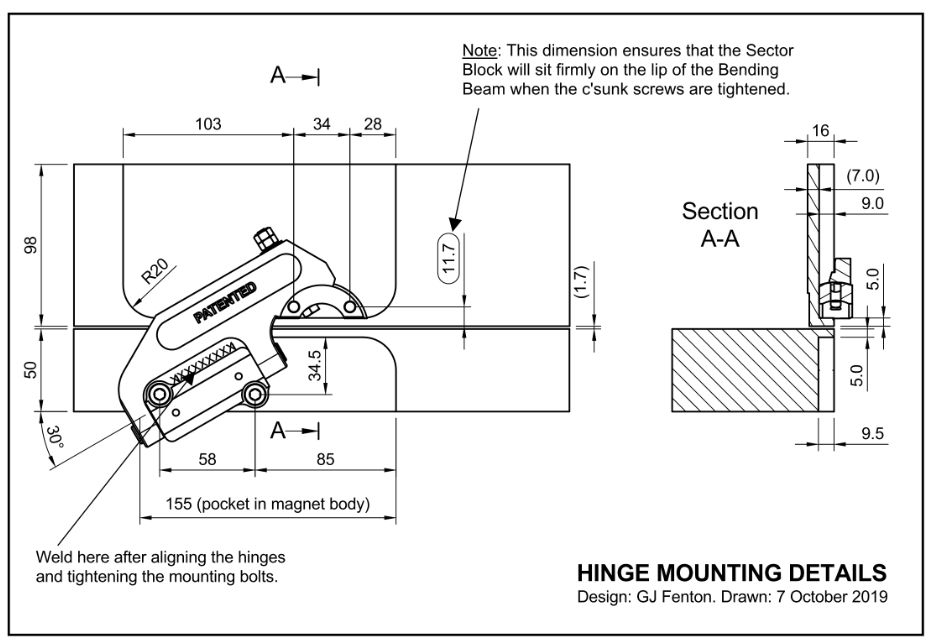
هنج اسيمبلي:
ھڪڙي وڏي ڏسڻ لاء ڊرائنگ تي ڪلڪ ڪريو.پي ڊي ايف فائل لاءِ هتي ڪلڪ ڪريو: Hinge Assembly.PDF
تفصيلي ڊرائنگ:
هيٺ ڏنل شامل ڪيل 3D ماڊل فائلون (STEP فائلون) استعمال ڪري سگھجن ٿيون 3D ڇپائيءَ لاءِ يا ڪمپيوٽر جي مدد سان ٺاھڻ (CAM) لاءِ.
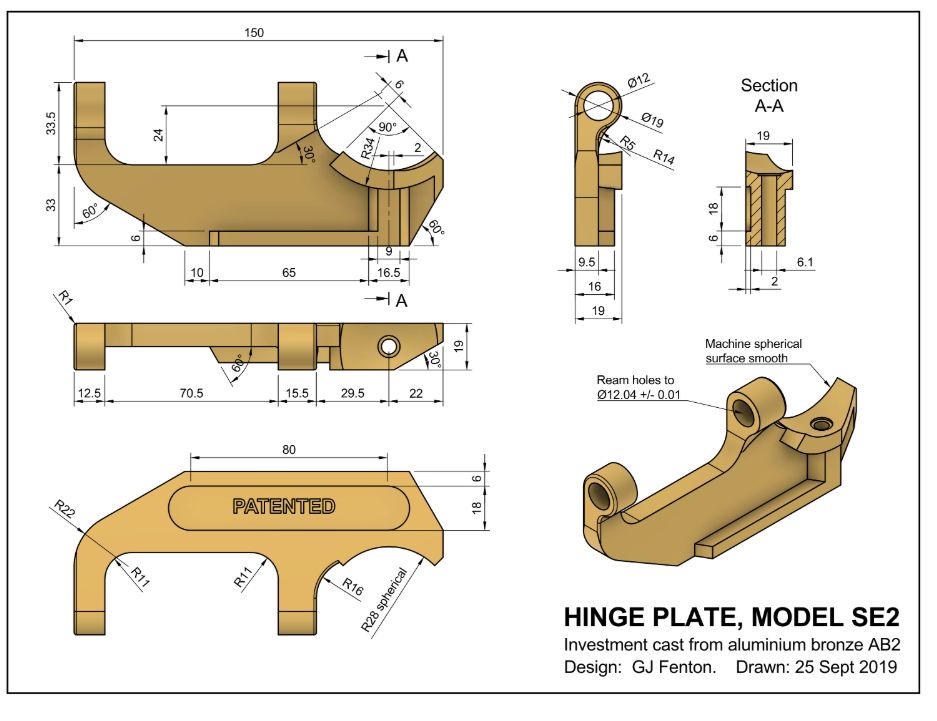
1. هنج پليٽ:
ھڪڙي وڏي ڏسڻ لاء ڊرائنگ تي ڪلڪ ڪريو.pdf فائل لاءِ ھتي ڪلڪ ڪريو: Hinge Plate.PDF.3D ماڊل: Hinge Plate.step
2. مائونٽنگ بلاڪ:
وڌائڻ لاء ڊرائنگ تي ڪلڪ ڪريو.پي ڊي ايف فائل لاءِ هتي ڪلڪ ڪريو: Mounting_Block-welded.PDF، 3D ماڊل: MountingBlock.step
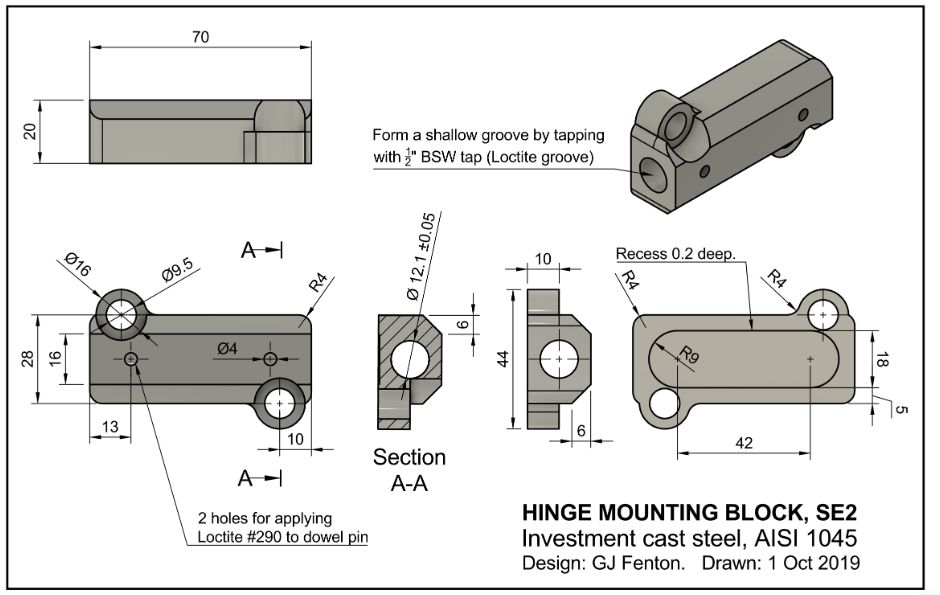
چڙهڻ بلاڪ مواد AISI-1045 آهي.هي اعلي ڪاربان اسٽيل ان جي اعلي طاقت ۽ هنج پن سوراخ جي چوڌاري swaging جي مزاحمت لاء چونڊيو ويو آهي.
مھرباني ڪري نوٽ ڪريو ته ھن ھنج ماؤنٽنگ بلاڪ کي ٺاھيو ويو آھي اسٽيبلائز ڪرڻ لاءِ ويلڊنگ ذريعي مقناطيس جي جسم کي آخري ترتيب ڏيڻ کانپوءِ.
هنج پن لاءِ سوراخ جي اندر هڪ ٿلهي ڌاڳي جي وضاحت کي پڻ نوٽ ڪريو.هي ٿريڊ وِڪ-ان لوڪائٽ لاءِ هڪ چينل مهيا ڪري ٿو جيڪو هنج اسيمبليءَ دوران لاڳو ٿئي ٿو.(هنن پنن ۾ ڪم ڪرڻ جو مضبوط رجحان هوندو آهي جيستائين اهي چڱيءَ طرح بند ٿيل نه هجن).
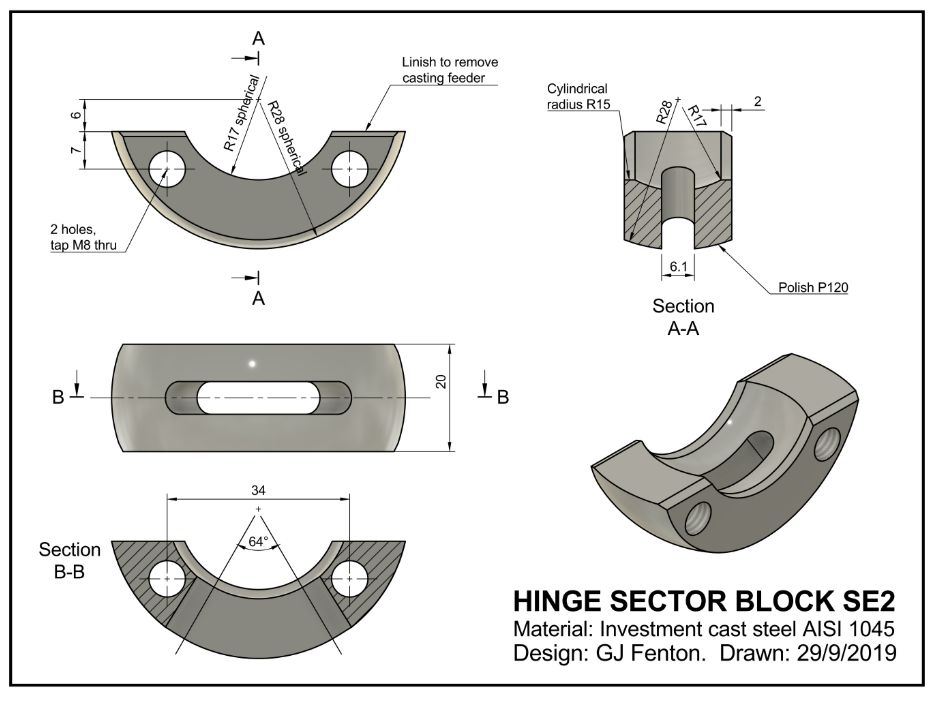
3. سيڪٽر بلاڪ:
ھڪڙي وڏي ڏسڻ لاء ڊرائنگ تي ڪلڪ ڪريو.pdf فائل لاءِ ھتي ڪلڪ ڪريو: Sector Block.PDF، 3D Cad فائل: SectorBlock.step
4. هنج پن:
سخت ۽ زمين جي درستي واري اسٽيل ڊول پن.

BOLTED-ON HINGES
ڊرائنگ ۽ ماڊلز ۾ مٿئين اسمبلي کي بيڊنگ بيم (سيڪٽر بلاڪ ۾ اسڪرو ذريعي) کي بولٽ ڪيو ويو آهي پر مقناطيس باڊي سان ڳنڍڻ جو دارومدار بولٽنگ ۽ ويلڊنگ تي هوندو آهي.
هنج اسيمبليءَ جي تعمير ۽ انسٽال ڪرڻ لاءِ وڌيڪ آسان هوندو جيڪڏهن ويلڊنگ جي ضرورت نه هجي.
هنج جي ترقيءَ دوران اسان اهو محسوس ڪيو ته اسان صرف بولٽس سان ڪافي رگڙ حاصل نه ڪري سگهيا آهيون انهي ڳالهه جي ضمانت ڏيڻ لاءِ ته مائونٽنگ بلاڪ سلپ نه ٿيندو جڏهن بلند لوڪلائز لوڊ لاڳو ڪيو ويندو.
نوٽ: بولٽس جون ٽنگون پاڻ ماؤنٽنگ بلاڪ کي سلپ ٿيڻ کان نه ٿيون روڪين ڇو ته بولٽ وڏي سوراخن ۾ هوندا آهن.سوراخ ۾ صاف ڪرڻ ضروري آهي ته پوزيشن ۾ ترتيب ڏيڻ ۽ ننڍيون غلطيون مهيا ڪرڻ لاء.
تنهن هوندي به اسان سپلائي ڪئي مڪمل طور تي بولٽ-آن هنگس لاءِ خاص ميگنابينڊ مشينن جي رينج لاءِ جيڪي پروڊڪشن لائينن لاءِ ٺهيل هيون.
انهن مشينن لاءِ ڪنگڻ جو لوڊ اعتدال پسند هو ۽ چڱيءَ طرح بيان ڪيل هئا ۽ اهڙيءَ طرح بولٽ تي ڪنگڻ چڱيءَ ريت ڪم ڪيو.
هيٺ ڏنل ڊراگرام ۾ مائونٽنگ بلاڪ (نيرو رنگ) کي چار M8 بولٽس قبول ڪرڻ لاءِ ٺاهيو ويو آهي (بلڪه ٻه M8 بولٽ پلس ويلڊنگ).
هي ٺهيل هئي پيداوار واري لائن ميگنابينڊ مشينن لاءِ استعمال ٿيل.
(اسان 1990 جي ڏهاڪي دوران مختلف لمبائي جون اٽڪل 400 خاص مشينون ٺاهيون).
مهرباني ڪري نوٽ ڪريو ته مٿيون ٻه M8 بولٽ مقناطيسي جسم جي سامهون واري قطب ۾ ٽيپ ڪن ٿا جيڪو صرف 7.5 ملي ميٽر ٿلهو آهي هنج جي کيسي هيٺان علائقي ۾.
اهڙيءَ طرح اهي اسڪرو 16mm کان وڌيڪ نه هجڻ گهرجن (9mm مائونٽنگ بلاڪ ۾ ۽ 7mm مقناطيسي جسم ۾).
جيڪڏهن اسڪرو ڊگھا هوندا ته پوءِ اهي Magnabend ڪوئل تي لڳندا ۽ جيڪڏهن اهي ننڍا هوندا ته ٿريڊ جي ڊگھائي ڪافي نه هوندي، مطلب ته اهي ڌاڙا پٽي ويندا جڏهن اسڪرو کي انهن جي تجويز ڪيل ٽينشن (39 Nm) تي ٽوڪيو ويندو.
M10 بولٽس لاءِ مائونٽنگ بلاڪ:
اسان ڪجھ جاچ ڪئي جتي ماؤنٽنگ بلاڪ سوراخ M10 بولٽ قبول ڪرڻ لاءِ وڌا ويا.انهن وڏن بولٽن کي وڌيڪ ٽينشن (77 Nm) تي ٽوڪ ڪري سگهجي ٿو ۽ اهو، Loctite #680 کي مائونٽنگ بلاڪ جي هيٺان استعمال ڪرڻ سان گڏ، نتيجي ۾ هڪ معياري Magnabend مشين (Rated to bend) لاءِ ماؤنٽنگ بلاڪ جي سلپ ٿيڻ کي روڪڻ لاءِ ڪافي رگڑ پيدا ٿي. 1.6mm اسٽيل تائين).
تنهن هوندي به هن ڊزائن کي ڪجهه سڌارڻ ۽ وڌيڪ جانچ جي ضرورت آهي.
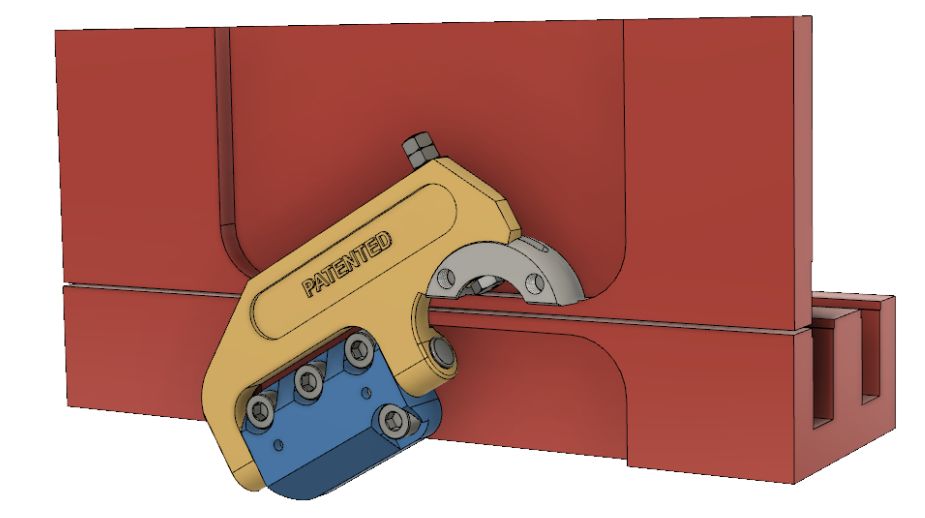
هيٺ ڏنل ڊراگرام ڏيکاري ٿو مقناطيس جي جسم تي 3 x M10 بولٽس سان لڳل ڪنگڻ:
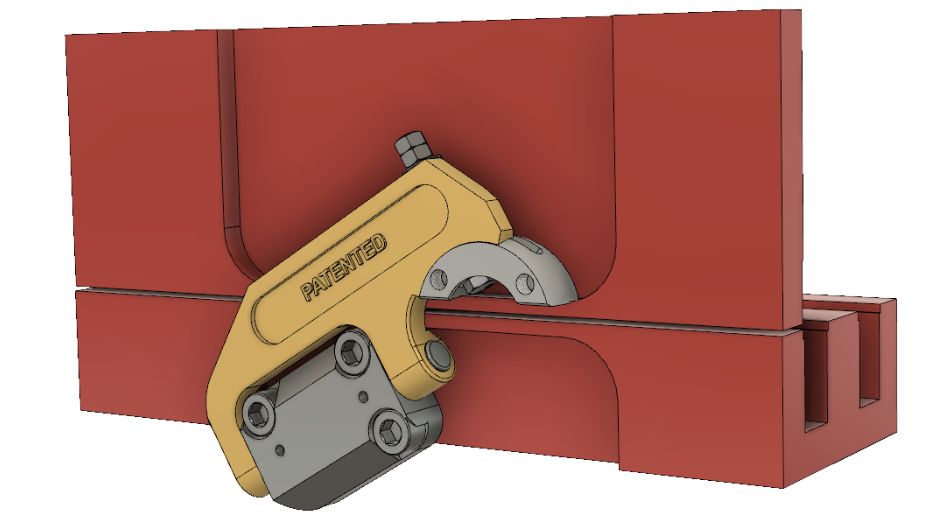
جيڪڏهن ڪو ڪارخانو وڌيڪ تفصيل چاهيندو مڪمل طور تي بولٽ ٿيل هنج بابت پوءِ مهرباني ڪري مون سان رابطو ڪريو.
پوسٽ جو وقت: آڪٽوبر-12-2022